Explore our high-performance industrial hoses designed for extreme pressure, temperature resistance, and chemical containment.
An authoritative analysis of multi-layer polymer structure, electrical continuity, and containment safety in high-stress petrochemical applications.
In modern industrial processes, the transfer of volatile hydrocarbons, aggressive chemicals, and cryogenic liquefied gases demands hose systems designed to withstand extreme mechanical stress, thermal fluctuations, and chemical attack. Traditional rubber hoses and rigid metallic piping often fall short under the dynamic demands of ship-to-shore transfer, tank truck loading, and chemical processing plants. This is where composite hose technology represents a significant evolutionary leap in fluid dynamics engineering.
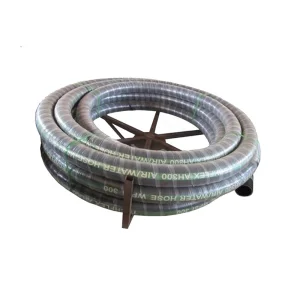
Unlike standard elastomer hoses, composite hoses are constructed from multiple layers of non-adhesive thermoplastic barrier fabrics and films, tightly wrapped between two concentric metal wire helixes. This unique engineering configuration ensures that the structural integrity of the hose is maintained by the mechanical tension of the inner and outer wires, while the fluid containment is achieved by the specialized multi-layer film barrier. The result is a highly flexible, lightweight, and inherently safe transfer line that minimizes the risk of catastrophic failure.
Engineered with specialized layers of PTFE, Polypropylene, and Polyamide films. These layers slide past each other during bending, providing a tight bend radius without sacrificing wall thickness or chemical impermeability.
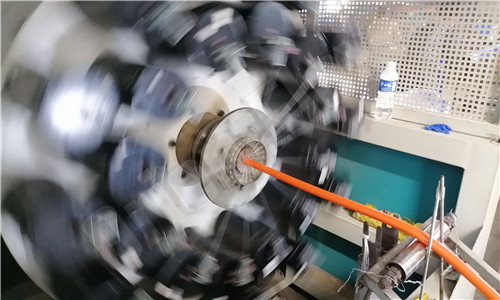
Dual internal and external wire spirals (available in galvanized steel, 316 stainless steel, or polymer coatings) absorb longitudinal pressure forces while preventing collapse under vacuum operations.
Both helix wires are mechanically bonded to the end fittings. This design safely discharges static charges generated by high-velocity fluid flow, avoiding explosive hazards in hazardous areas.
Providing robust transfer systems to secure global supply chains and harsh processing operations.
Managing premium crude, MTBE, toluene, and aviation fuels. Our composite hoses feature polyolefin lining membranes that resist aromatic compounds and aliphatic hydrocarbons, avoiding layer separation or structural damage.
Built to survive heavy marine environments and constant wave motions. These hoses are engineered for barge unloading, showing high resistance to external abrasion, UV rays, and salt spray.
Equipped with cross-linked PTFE inner linings to transport concentrated acids (nitric, sulfuric, hydrochloric) and strong alkalis under high pressure, without metallic contamination.
Tracing our evolution from a specialized workshop to a global fluid technology group.
Established in 2010 with a dedicated team of just 10 engineering and trade professionals, Hebei Orient Rubber & Plastic Co., Ltd. has achieved fast development. By upgrading manufacturing equipment and focusing on research, the business expanded, becoming a diversified group company in 2023.
Today, our workforce has grown to over 180 professionals, including material engineers, quality control specialists, and global logistics experts. Our production facilities feature modern CNC wire coiling lines, automatic vulcanizers, and computerized hydrostatic testing benches. This setup enables a production capacity of over 100 containers per month, exported to industrial markets worldwide.
Delivering high-performance industrial hoses directly to clients worldwide.
Fully certified to ISO 9001:2015, ISO 14001:2015, CE, FDA, and REACH regulations.
End-to-end design, custom wire selection, custom end fittings, testing, and shipping support.
Support for multiple payment systems and logistical channels to minimize procurement risk.
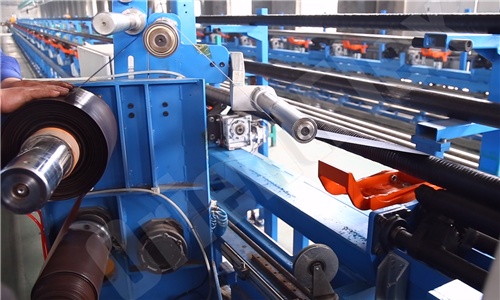

Our facilities are structured to ensure efficient manufacturing workflows, from raw polymer film inspection to final packaging and container loading.






Critical engineering metrics and design criteria for international buyers sourcing industrial hose systems.
Purchasing agents and plant engineers must balance cost and performance. Safety-critical fluid transfers require verifying manufacturing specifications against international standards like EN 13765:2018 (Thermoplastic multi-layer hose assemblies for hydrocarbon, chemical, and gas transfer) and ASME B31.3 process piping codes. When sourcing from Chinese suppliers, looking closely at material certification ensures long-term operational safety.
Our production engineering team uses a strict material selection protocol. Inner wires are chosen based on the fluid's properties: 316 Stainless Steel for corrosive acids, Galvanized Steel for petroleum-based fuels, and Polypropylene-coated steel for specialized chemical scenarios. The film layers are built up with overlapping seams to prevent lateral leakage paths, resulting in a safe barrier that resists mechanical fatigue and high pressures.
Galvanized carbon steel offers excellent tensile properties for everyday hydrocarbon transfers. For aggressive organic solvents or acids, Grade 316 Stainless Steel prevents galvanic corrosion and maintains chemical purity.
We utilize PTFE films (Polytetrafluoroethylene) for highly reactive chemicals up to +200°C. For standard applications, specialized PP (Polypropylene) films offer flexibility and cost efficiency down to -40°C.
End fittings are directly swaged onto the hose body, using a heavy-duty external crimp ferrule. This process compresses the inner film layers against the tailpiece, forming a reliable seal that prevents leaks.
Technical answers to common engineering questions regarding the application, maintenance, and specification of industrial hoses.
Browse our broader range of industrial hydraulic, pneumatic, and food-grade fluid solutions.